Aggiungiamo un laser alla CNC per eseguire lavori di incisione e taglio
 ATTENZIONE! La realizzazione del progetto descritto in questo articolo è pericolosa in quanto comporta l’utilizzo di Laser, ed è quindi destinato a persone esperte e munite delle opportune precauzioni (soprattutto occhiali protettivi specifici per raggi laser). L’autore e il sito non si assumono nessuna responsabilità per nessun tipo di danno causato dalla realizzazione di quanto esposto.
ATTENZIONE! La realizzazione del progetto descritto in questo articolo è pericolosa in quanto comporta l’utilizzo di Laser, ed è quindi destinato a persone esperte e munite delle opportune precauzioni (soprattutto occhiali protettivi specifici per raggi laser). L’autore e il sito non si assumono nessuna responsabilità per nessun tipo di danno causato dalla realizzazione di quanto esposto. Mi sono imbattuto tempo fa in una super offerta per un Laser da 2.5W su Bangood.
Mi sono imbattuto tempo fa in una super offerta per un Laser da 2.5W su Bangood.
Mettiamo da parte un attimo il fatto che il laser rispetti o meno la potenza dichiarata (pare proprio di no da quanto si legge sui forum): ai fini del progetto cambia ben poco.
Il laser in questione è munito di una propria elettronica che consiste in un semplice regolatore a corrente costante. Non sono presenti ingressi TTL o PWM: il laser è pilotabile solo in modalità ON/OFF. La modalità di pilotaggio di default del laser in questione può essere accettabile se verrà utilizzato unicamente per lavori di taglio ma ad ogni modo si avrebbero comunque delle imperfezioni nei punti in cui la lavorazione viene avviata/terminata e questo limita il dettaglio dei lavori eseguibili.
Ovviamente noi non ci accontentiamo del prodotto così come offerto perchè desideriamo regolare la potenza in qualche modo per poter fare anche lavori di incisione e realizzare tagli in maniera più accurata.
Si procede allo smontaggio del laser togliendo la piccola ventola posta nella parte posteriore. Rimuovendo la ventola si accede ad altre viti, si svitano anche queste e con tanta pazienza si rimuove la pasta siliconica che sigilla la piccola scheda elettronica cercando di non rovinarla: ci è necessaria per poter fare qualche misura.
Messa a nudo la circuiteria ho scollegato il filo positivo che dalla scheda porta al laser, ho quindi messo in serie il mio tester, indossato gli occhiali di protezione e infine acceso il laser. Il tester misura un assorbimento di 1.7A. Questa è la corrente che circola nel diodo laser per accenderlo alla potenza (vera o presunta) dichiarata.
Veniamo ora a quello che serve a me e alla CNC. Il software che utilizzo con la CNC è MACH3 ma ad ogni modo anche altri software trattano e mettono a disposizione i segnali allo stesso modo di MACH3.
In particolare viene portato a livello logico alto un PIN della LPT quando si attiva lo SPINDLE (mandrino). In questa condizione, a seconda dei settaggi impostati, è possibile avere una uscita ON/OFF oppure un segnale PWM dipendente dal comando “Sxxx” del GCode, in cui xxx è un numero dipendente dalle impostazioni di MACH3 e indicativo della velocità desiderata del mandrino (molti inverter che pilotano questi utensili hanno un ingresso per ricevere tale segnale e regolare di conseguenza la velocità di rotazione).
Esiste poi un opzione chiamata Z=2.5D che porta a livello logico alto il PIN configurato per l’Output #6 quando il valore di Z è minore o uguale a zero.
In pratica: se desidero eseguire un lavoro di taglio realizzerò il mio GCode dicendo che la profondità di taglio è ad esempio a -0.0001 e la Z di sicurezza (ovvero: di quanto si deve alzare il mandrino per passare da una parte all’altra senza tagliare) è +0.0001. Nelle lavorazioni a 2.5D (due dimensioni e mezzo) ho infatti che il mandrino affonda, si muovono gli assi X e Y per eseguire la lavorazione, quindi il mandrino si alza e l’utensile si sposta nel punto della lavorazione successiva e il ciclo si ripete.
Ricapitolando la mia scheda dovrà prevedere:
- La possibilità di scegliere se lavorare con il segnale ON/OFF oppure con il PWM
- La possibilità di regolare la potenza
- La possibilità di accendere comunque il laser a prescindere dal GCode (funzione utile, ad esempio, per la messa a fuoco, da farsi in questo caso a potenza ridotta)
- L’alimentazione deve prevedere in ingresso i 12V fissi (sempre presenti) che alimentano la ventola di raffreddamento e i 5V per la logica (anche questi sempre presenti).
- L’ingresso dei segnali (Output #6 e PWM) optoisolati dalla LPT del PC
Partiamo dalla ricerca dei componenti, l’unico su cui impegnarsi è il driver per il led laser. Dopo qualche ricerca mi imbatto nell’A6211 della Allegro MicroSystems. Questo circuito integrato funziona da 6 a 48V e ha una corrente massima di 3A (più che abbondanti dato che a me servono 1.7A), ha un ingresso ENable (a cui può essere applicato anche un segnale PWM), un case SOIC facile da lavorare anche per me, varie protezioni integrate e il PIN per la Rsense tramite il quale è possibile impostare la corrente massima.
La corrente massima in particolare desidero regolarla perché usare il PWM non è la stessa cosa soprattutto per gli occhi. Una cosa è ridurre la potenza massima emessa limitando la corrente, altra cosa il PWM perché il laser non è un motore che a causa dell’induttanza e soprattutto dell’inerzia meccanica si arrangia a fare la media: applicando il segnale PWM al LED questo si accende alla potenza massima sollecitando la retina dell’occhio poi si spegne e cosi via. Noi percepiamo una luminosità ridotta ma in realtà l’impatto sulla retina è a potenza piena anche se per un tempo ridotto, per cui una regolazione di corrente piuttosto che una modulazione PWM è necessaria.
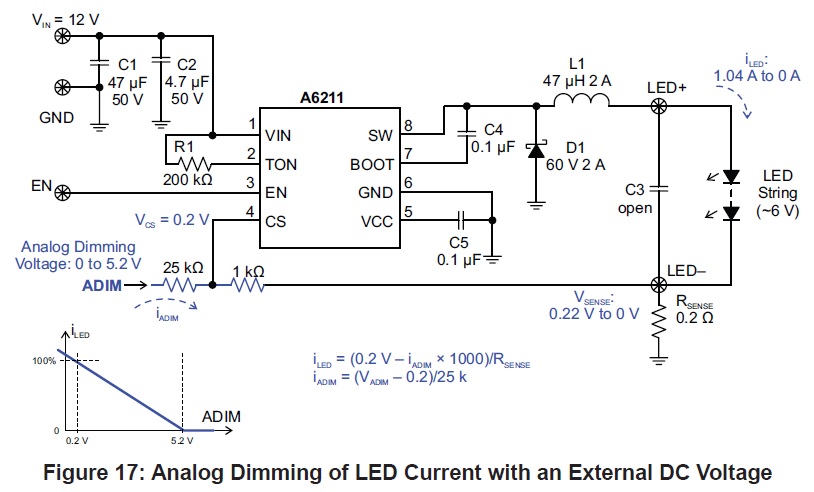
Precisato questo diamo uno sguardo al componente che ho scelto. L’ A6211 della Allegro MicroSystems limita quando la caduta di tensione sulla Rsense raggiunge il valore del comparatore interno che è di 0,2V. Facendo due semplici calcoli ricavo 0,2V/1,7A=0,12 Ohm (circa) e, per completezza, R*I2=0,35W
Dal momento che la Rsense ha un valore molto basso, è ovvio che non posso regolarla mediante con un commutatore che mi permetta di impostare la Rsense, nè tantomeno risulta conveniente utilizzare un potenziometro: con valori così bassi cominciano ad essere troppo influenti i cavi, i contatti ecc.
Esiste un’altra soluzione: usare un partitore che immetta una piccola tensione nel pin CS (Current Sense feedback) e che va a sommarsi con quella prodotta dalla Rsense. Guarda caso (!) c’è un esempio a pagina 14 figura 17 del datasheet:
Per quanto riguarda la selezione del tipo di segnale di pilotaggio (ON/OFF o PWM) mi basta un deviatore. Si tratta ora di inserire un optoisolatore per separare il circuito dalla LPT. In casa avevo un 6N135 e….. maledizione, è del tipo open collector, questo significa che la resistenza di carico non posso metterla sull’emettitore ma sul collettore. Qual è il problema, direte voi? La differenza è che così facendo il segnale in uscita è invertito (a dire il vero MACH3 mi permetterebbe di settare il segnale invertito, sia per il PWM che per l’uscita #6 ma mi piace di più l’idea che se stacco il cavo della LPT il laser sia spento).
Per ovviare a questo inserisco un altro transistor a monte del 6N135 (in questo modo riduco anche la corrente assorbita dalla LPT!) e nemmeno mi preoccupo di andare a vedere se ce la fa. Inserisco quindi un interruttore che agisce sul 6N135 per accendere manualmente il laser, un po’ di connettori, decido che i 5V li prendo già fatti dall’elettronica della CNC invece di inserire un regolatore e… ci siamo!
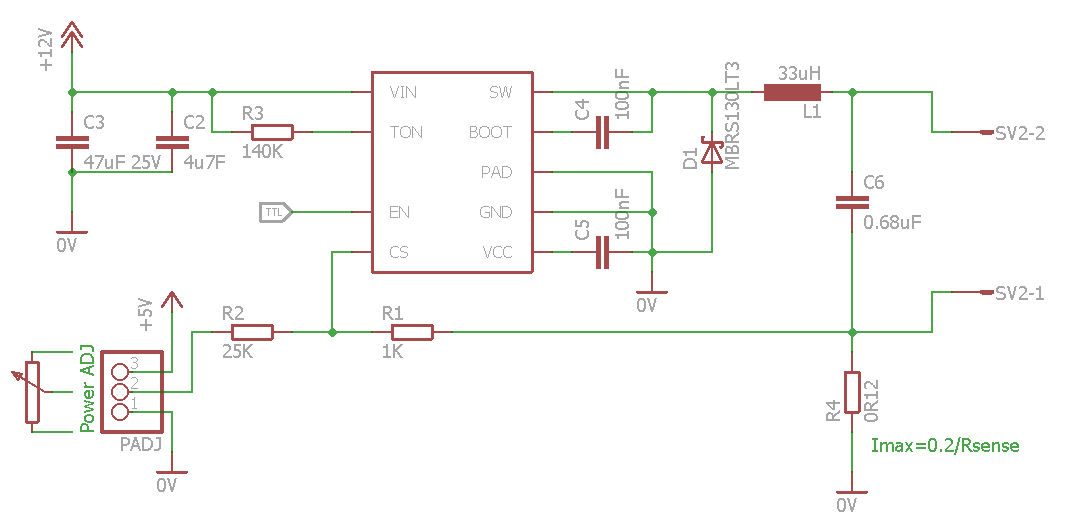
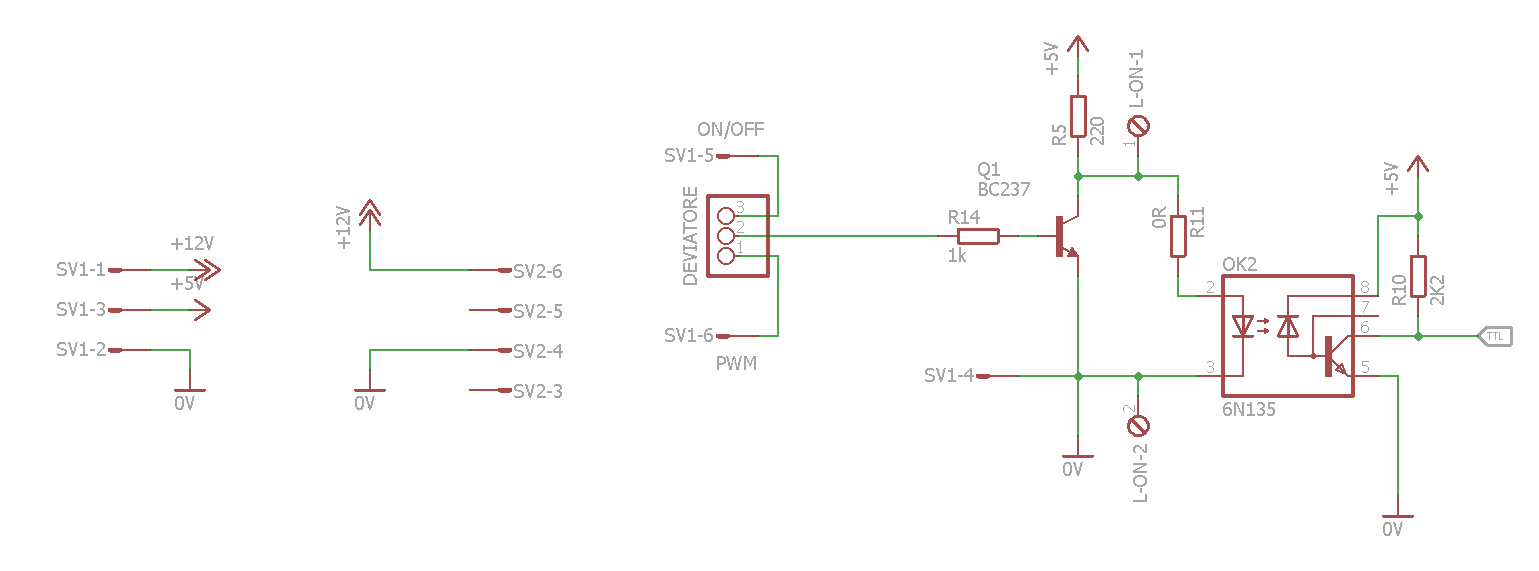
Schema e PCB sono piuttosto semplici, in fondo all’articolo è possibile scaricare lo schema e il PCB in formato Eagle. Perdonate la R11 da zero ohm, mi serviva per fare un ponticello visto che il PCB è singola faccia. L’unica cosa “difficile” è saldare i connettori da sopra ma io volevo inserire il tutto in un contenitore per un apparecchiatura modulare da centralino (tipo il salvavita per intenderci) e mi veniva bene così.
Il montaggio sulla CNC è stato abbastanza semplice: una striscia di alluminio, un po’ di fori, una piega, un pezzo di barra DIN per il modulare, fisso tutto e il gioco è fatto: